En este artículo se explica el funcionamiento básico de una cortadora de plasma CNC, también conocida como cortadora de plasma para corte mecanizado CNC. A los usuarios de máquinas cortadoras de plasma les recomendamos leerlo para conocer el principio de funcionamiento y sus componentes principales, tanto para poder darle un uso y mantenimiento adecuados, como para poder realizar un diagnóstico correcto o incluso repararlo.
PARTES DE UNA CORTADORA DE PLASMA CNC
En primer lugar, veamos en la siguiente figura las partes generales de una cortadora de plasma CNC, las cuales vamos a explicar una por una:
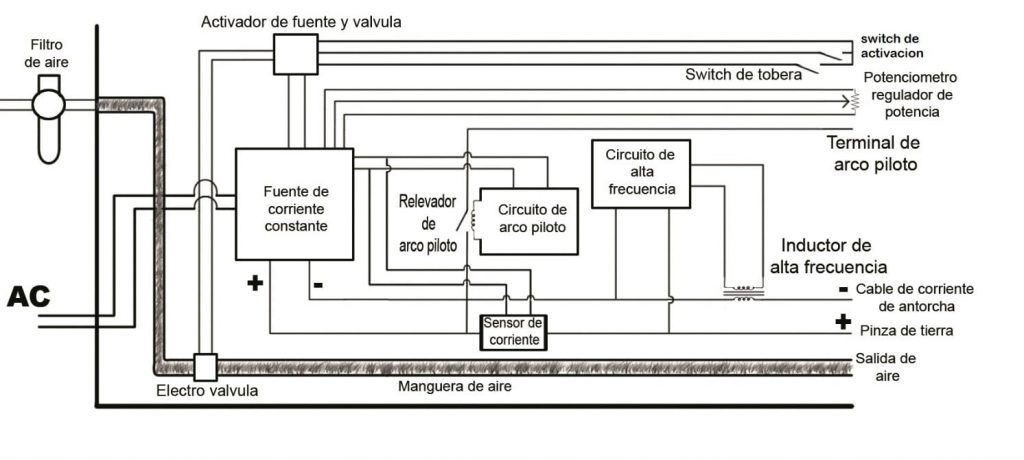
- Fuente de corriente constante: Esta fuente suministra corriente eléctrica al chorro de plasma. El voltaje de salida sin carga es usualmente de 230V – 350V. Al realizar el corte, el voltaje baja a 80V – 160V.
- Potenciómetro regulador de amperaje: la corriente que entrega la fuente se regula por el usuario por medio de un potenciómetro o selector.
- Pinza de tierra: Conecta la pieza a cortar a la terminal positiva de la fuente de corriente. El Cable usualmente tiene un caimán en un extremo que es el que se abraza al material a cortar.
- Antorcha: Se conforma por la extensión y el cabezal. El cabezal de antorcha para una cortadora de plasma CNC es recto, a diferencia de la forma en escuadra de una antorcha manual.
La extensión y el cabezal se conforman de las siguientes partes:
- Extensión: Es el conjunto de cables, manguera de aire y manguera de agua (en caso de contar con enfriamiento por agua) que van de la máquina hacia el cabezal de la antorcha:
- Cable de activación: Este es un cable delgado de dos polos, al haber contacto eléctrico entre ellos se activa el corte. En una cortadora de plasma CNC este cable se conecta a un relevador, que es controlado desde la unidad de control CNC para activar el corte de manera automatizada.
- Cable del switch de la tobera: Es un cable delgado de dos polos, que conecta hacia el switch de la tobera. Suele tener un polo común con el cable del switch de la antorcha. No todos los cabezales incluyen este aditamento.
- Cable de corriente: Conduce la electricidad que mantiene activo el chorro de plasma. El grosor del cable depende del amperaje que puede entregar la fuente de corriente.
- Manguera de aire: Suministra el flujo de aire necesario para mantener el chorro de plasma. En algunos casos, para ahorrar espacio, el cable de corriente va por dentro de la manguera de aire.
- Cable de arco piloto: Es un cable que va desde la terminal de arco piloto de la máquina hacia el cabezal de la antorcha.
- Mangueras de Agua: Para antorchas de alto amperaje se requiere enfriamiento por agua en el cabezal, por lo que son necesarias dos mangueras de agua, una de suministro y otra de retorno.
- Cabezal: Es el maneral o parte por donde se sujeta la antorcha para realizar el corte y también comprende las piezas donde se produce el chorro de plasma. El cabezal se constituye de varias partes las cuales podemos ver en la siguiente imagen. La función de cada una de ellas la explicamos a continuación
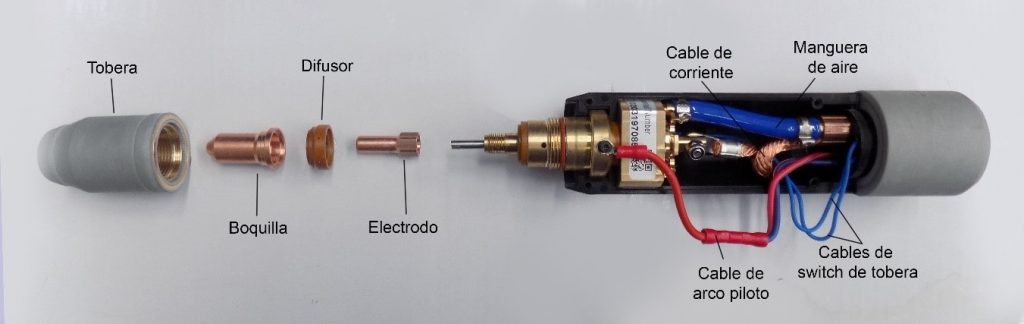
- Electrodo: Es la pieza desde donde se inicia el chorro de plasma. Se conecta eléctricamente al cable de corriente de la antorcha.
- Boquilla: La forma cónica de esta pieza sirve para crear un chorro de plasma compacto y recto. En las antorchas que cuentan con arco piloto, también sirve como auxiliar para el inicio del chorro de plasma. Al colocar la boquilla en el cabezal, el electrodo queda centrado dentro de la boquilla.
- Arillo difusor: Dirige el aire para crear una especie de torbellino dentro de la boquilla y favorecer un chorro de plasma recto y compacto.
- Tobera: Protege y aísla la boquilla del exterior de la antorcha
- Switch de tobera: Es un switch que se activa cuando la tobera está colocada correctamente. Funciona con un switch de seguridad.
- Switch de antorcha: Solo está presente en antorchas que se utilizan manualmente. Es un switch que al presionarlo activa el corte. Va conectado al cable de activación.
- Filtro y regulador de aire: Se utiliza para remover partículas de humedad o residuos en el aire comprimido antes de entrar a la cortadora de plasma. Si el aire entra con mucha humedad o alguna otra sustancia, puede tapar los conductos de aire. La presión de aire debe regularse a 60psi-70psi. El suministro de aire debe poder abastecer un flujo constante de aire de 4cfm sin bajar de 60psi. Una presión de aire insuficiente causa un chorro de plasma débil, desgaste excesivo de los consumibles y produce calentamiento en el cabezal de la antorcha.
- Electroválvula de aire: Sirve para abrir o cerrar el paso del aire comprimido hacia la antorcha.
- Circuito de Arco piloto: Este circuito va incorporado dentro del equipo de corte por plasma. Ayuda a mantener el chorro de plasma, incluso si el cabezal se aleja mucho de la pieza a cortar o se pierde el flujo de corriente hacia la pieza. Permite el flujo de corriente desde el electrodo hacia la boquilla manteniendo activo el chorro de plasma.
- Iniciador de arco: Para iniciar el chorro de plasma se requiere flujo de aire a través de la boquilla, un voltaje entre el electrodo y la boquilla, y un arco eléctrico que permita iniciar la conducción eléctrica del electrodo hacia la boquilla. Una vez iniciada la conducción eléctrica, la corriente fluye desde el electrodo hacia la boquilla o hacia la pieza a cortar, junto con el flujo de aire comprimido produce el chorro de plasma.
Hay dos maneras comunes de producir el arco eléctrico:
- Por alta frecuencia: En la terminal negativa de la fuente se inducen picos de alto voltaje y corta duración. Estos picos de voltaje deben superar la tensión de ruptura del aire que hay entre el electrodo y la boquilla para formar un arco eléctrico. Una cortadora de plasma CNC con inicio de alta frecuencia produce interferencia electromagnética. Un pantógrafo CNC que utilice este tipo de cortadoras debe tener blindaje en su cableado, los componentes electrónicos de control y/o PC deben estar dentro de un gabinete metálico para hacer un efecto de Cámara de Faraday. De otra manera es posible que al momento del inicio de arco los componentes se comporten de manera errática.
- Por separación: Para iniciar el arco por este método se requiere que la base donde se coloca el electrodo tenga un mecanismo de retracción que permita al electrodo alejarse de la boquilla una vez que el aire comprimido pase a través de la boquilla. Inicialmente el electrodo se encuentra haciendo contacto con la boquilla. La fuente de corriente hace pasar una pequeña corriente eléctrica a través del electrodo hacia la boquilla, e inmediatamente activa la salida de aire. La presión del aire hace que el electrodo se separe de la boquilla, produciendo un arco eléctrico.