En este artículo se explica el funcionamiento básico de una cortadora de plasma CNC, también conocida como cortadora de plasma para corte mecanizado CNC. A los usuarios de máquinas cortadoras de plasma les recomendamos leerlo para conocer el principio de funcionamiento y sus componentes principales, tanto para poder darle un uso y mantenimiento adecuados, como para poder realizar un diagnóstico correcto o incluso repararlo.
PARTES DE UNA CORTADORA DE PLASMA CNC
En primer lugar, veamos en la siguiente figura las partes generales de una cortadora de plasma CNC, las cuales vamos a explicar una por una:
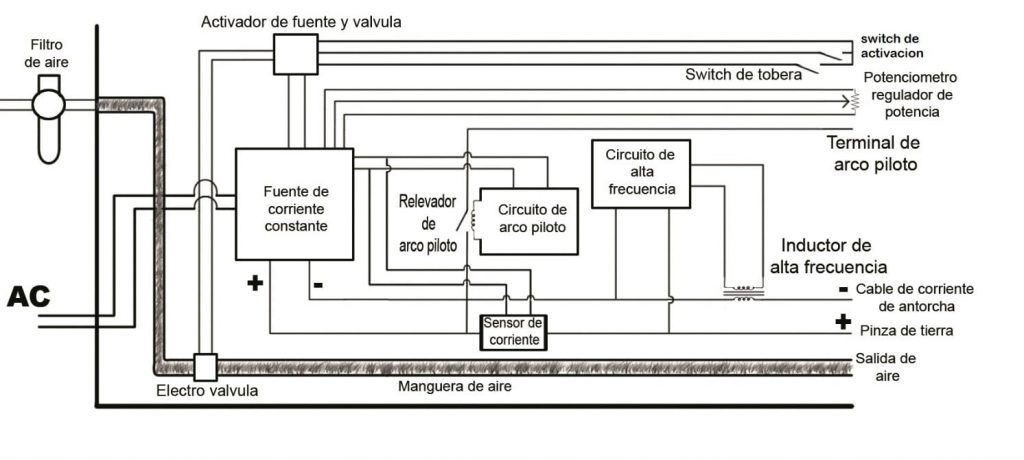
- Fuente de corriente constante: Esta fuente suministra corriente eléctrica al chorro de plasma. El voltaje de salida sin carga es usualmente de 230V – 350V. Al realizar el corte, el voltaje baja a 80V – 160V.
- Potenciómetro regulador de amperaje: la corriente que entrega la fuente se regula por el usuario por medio de un potenciómetro o selector.
- Pinza de tierra: Conecta la pieza a cortar a la terminal positiva de la fuente de corriente. El Cable usualmente tiene un caimán en un extremo que es el que se abraza al material a cortar.
- Antorcha: Se conforma por la extensión y el cabezal. El cabezal de antorcha para una cortadora de plasma CNC es recto, a diferencia de la forma en escuadra de una antorcha manual.
La extensión y el cabezal se conforman de las siguientes partes:
- Extensión: Es el conjunto de cables, manguera de aire y manguera de agua (en caso de contar con enfriamiento por agua) que van de la máquina hacia el cabezal de la antorcha:
- Cable de activación: Este es un cable delgado de dos polos, al haber contacto eléctrico entre ellos se activa el corte. En una cortadora de plasma CNC este cable se conecta a un relevador, que es controlado desde la unidad de control CNC para activar el corte de manera automatizada.
- Cable del switch de la tobera: Es un cable delgado de dos polos, que conecta hacia el switch de la tobera. Suele tener un polo común con el cable del switch de la antorcha. No todos los cabezales incluyen este aditamento.
- Cable de corriente: Conduce la electricidad que mantiene activo el chorro de plasma. El grosor del cable depende del amperaje que puede entregar la fuente de corriente.
- Manguera de aire: Suministra el flujo de aire necesario para mantener el chorro de plasma. En algunos casos, para ahorrar espacio, el cable de corriente va por dentro de la manguera de aire.
- Cable de arco piloto: Es un cable que va desde la terminal de arco piloto de la máquina hacia el cabezal de la antorcha.
- Mangueras de Agua: Para antorchas de alto amperaje se requiere enfriamiento por agua en el cabezal, por lo que son necesarias dos mangueras de agua, una de suministro y otra de retorno.
- Cabezal: Es el maneral o parte por donde se sujeta la antorcha para realizar el corte y también comprende las piezas donde se produce el chorro de plasma. El cabezal se constituye de varias partes las cuales podemos ver en la siguiente imagen. La función de cada una de ellas la explicamos a continuación
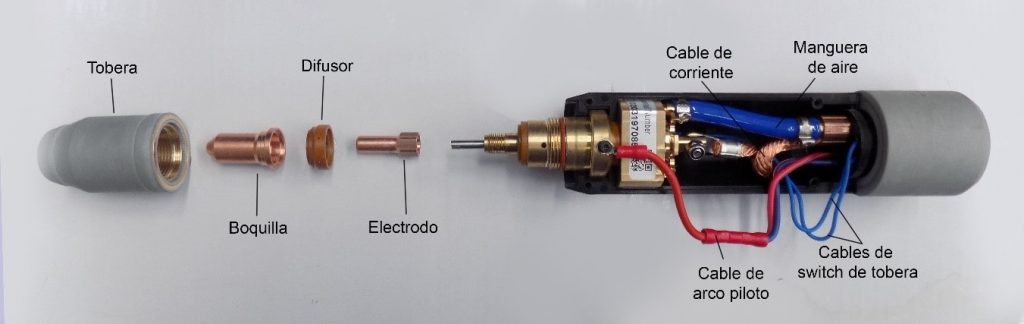
-
¡Oferta!

Soldadora de Perno Tipo Nelson de 2000Amp 440vac
El precio original era: $213,000.00.$192,000.00El precio actual es: $192,000.00. Añadir al carrito -
¡Oferta!

Chiller Enfriador y Recirculador de agua de 1.49KW 0.43Ton 110v ac
El precio original era: $20,205.00.$16,150.00El precio actual es: $16,150.00. Añadir al carrito -
¡Oferta!

Cortadora de plasma 50amp corte hasta 14mm
El precio original era: $9,073.50.$7,200.00El precio actual es: $7,200.00. Añadir al carrito















