CARACTERÍSTICAS PRINCIPALES DE UN PANTÓGRAFO CNC
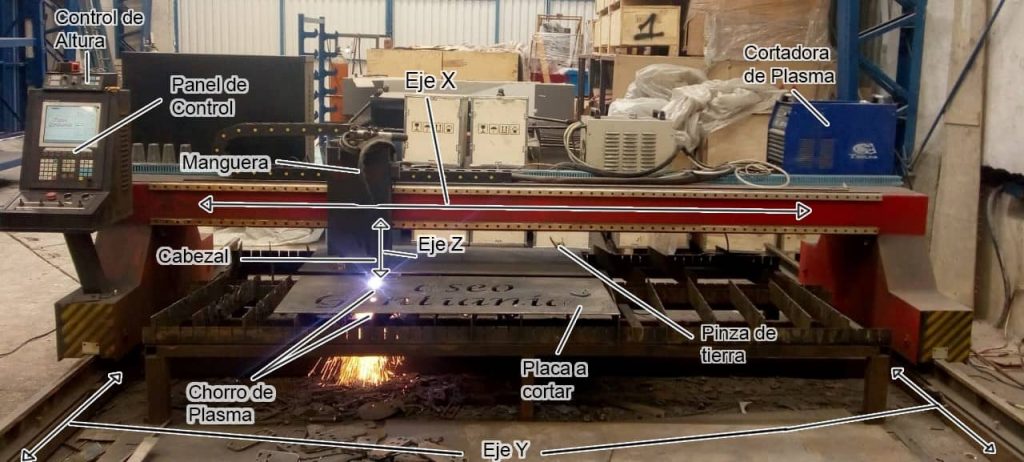
Los pantógrafos CNC más comunes para corte con plasma cuentan con dos motores que dirigen los ejes X e Y, de manera que es posible cubrir todo el plano. Su desplazamiento se lleva a cabo por medio de motores a pasos o servomotores y el mecanismo de tracción suele ser más comúnmente piñón y cremallera o husillo embalado.
Un pantógrafo CNC para corte con plasma a diferencia de los sistemas CNC para otros propósitos deben implementar las siguientes facilidades para facilitar su utilización:
-Control de altura: El control del altura es en muchos casos indispensable para la automatización del corte con plasma, debido a que nos permite cortar en materiales desnivelados o torcidos, lo cual sucede muy frecuentemente por el calentamiento que sufre el material al realizar el corte con plasma. El control del altura parte del principio de que el voltaje medido entre la terminal positiva y negativa de la fuente de poder de la cortadora de plasma nos sirve como un indicador de la distancia entre la punta de la antorcha y la pieza a cortar. Su función es mantener constante el voltaje de la fuente de poder de la cortadora de plasma lo cual implica una distancia constante entre la punta de la antorcha y el material a cortar. El control de altura determina la posición del eje Z del pantógrafo CNC, que es donde va instalada la antorcha de corte. Cuando hay un aumento o disminución del voltaje el control de altura lo compensa acercando desplazando hacia arriba o hacia abajo la antorcha según sea el caso.
-Altura de Perforación: Iniciar el corte a una altura adecuada es muy importante para maximizar la duración de los consumibles de la antorcha y para obtener una buena calidad de corte. Este parámetro nos permite ajustar la altura a la que se iniciara el corte. Podemos ajustar la altura de perforación de acuerdo a múltiples factores como grosor del material, tipo de material o amperaje de la cortadora de plasma.
-Tiempo de perforación: El tiempo de perforación debe ser adecuado para que el chorro de plasma atraviese el material a cortar antes de que comience el recorrido de la antorcha. Un tiempo de perforación muy corto no será suficiente para que el chorro de plasma atraviese el material. Si el recorrido de la antorcha comienza sin completar la perforación el chorro de plasma, en lugar de salir por la parte inferior del material se regresa hacia la antorcha y estropea el corte, incluso puede llegar a dañar las partes de la antorcha.
-Switch de Contacto Entre Antorcha y Placa: Este switch le permite al sistema saber la posición del material a cortar. Como mencionamos anteriormente, el material a cortar se tuerce por el calentamiento, así que la distancia o altura del material suele variar a lo largo del plano XY. Antes de iniciar un corte el eje Z se desplaza hacia abajo, hasta que el switch de contacto se activa al momento en que la antorcha toca el material a cortar. Una vez detectada la posición del material el eje Z sube la distancia definida en la Altura de Perforación quedando en una posición lista para iniciar el corte.
-Velocidad de corte: Este parámetro nos permite mantener una velocidad constante de recorrido de la antorcha durante el corte. Una velocidad adecuada es necesaria para mantener un corte uniforme. Aunque es imposible mantener una velocidad constante en los quiebres o donde hay cambios bruscos de dirección. En esos casos, el equipo debe ser lo bastante robusto para cambiar de dirección rápidamente sin que los motores sufran algún desfase o produzca mucha vibración.
-Retroceder o Reversa: En ocasiones, cuando el chorro de plasma se llega a interrumpir inesperadamente, disminuye la presión de aire o se daña un consumible el corte no atraviesa por completo el material y hay que repetir esa porción del corte. En esos casos resulta muy útil contar con la opción de avanzar en reversa hasta el punto donde necesitemos repetir el corte.
-Demo: Realiza el recorrido de la antorcha si cortar, para que el usuario pueda cerciorarse de las dimensiones del corte.
-Brincar corte: Utilizada cuando nuestro dibujo tiene muchos cortes y queremos ir directamente a cortar uno de ellos, sin tener que esperar el recorrido de los cortes que no nos interesan.
-
¡Oferta!

Soldadora de Perno Tipo Nelson de 2000Amp 440vac
El precio original era: $213,000.00.$192,000.00El precio actual es: $192,000.00. Añadir al carrito -
¡Oferta!

Chiller Enfriador y Recirculador de agua de 1.49KW 0.43Ton 110v ac
El precio original era: $20,205.00.$16,150.00El precio actual es: $16,150.00. Añadir al carrito -
¡Oferta!

Cortadora de plasma 50amp corte hasta 14mm
El precio original era: $9,073.50.$7,200.00El precio actual es: $7,200.00. Añadir al carrito
FACILIDADES DEL SOFTWARE CAD O CAM PARA CORTE CON PLASMA CNC
Para mecanizar el corte con plasma necesitamos un software CAD (como Autocad, Solidworks, CATIA, etc.) para hacer el dibujo, y un software CAM para generar el programa o código con las coordenadas de los desplazamientos a realizar. Este programa es llamado Código G. El software utilizado para este propósito debe contar con algunas características particulares para hacer más eficiente su uso, adicionales a las que se utilizan en un software CAD y CAM estándar. Algunas de estas características las menciono a continuación:
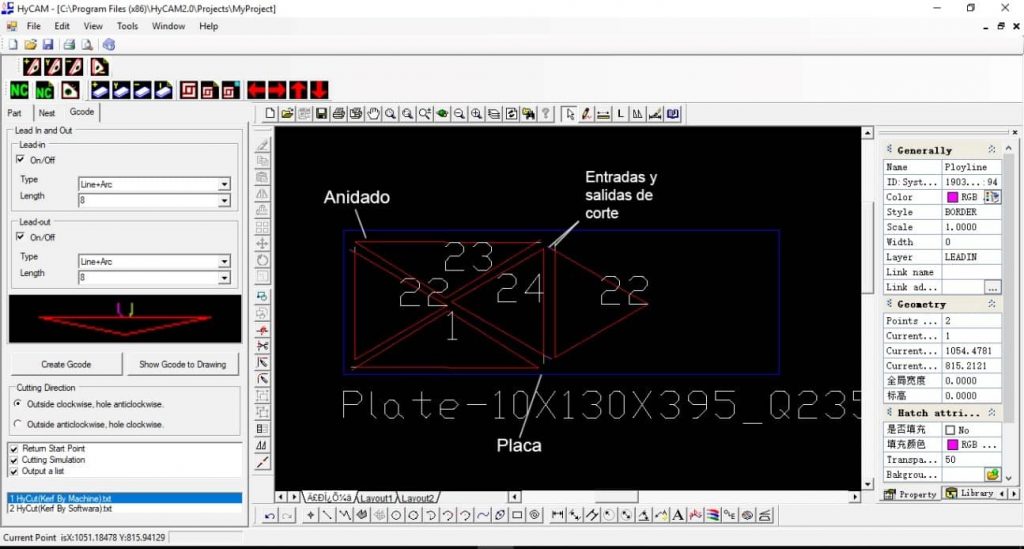
-Compensación Kerf: El ancho o abertura que deja el corte con plasma puede variar, dependiendo de varios factores como desgaste de los consumibles, amperaje utilizado o altura de la antorcha. El ancho del corte puede variar desde 1mm hasta 5mm o más. Si no compensamos nuestro dibujo, la pieza final quedara ya sea más grande o más pequeña de lo esperado. Esta compensación debe aplicarse al diseño o dibujo antes de generar el código G. También puede llevarse a cabo por medio de la función de Líneas Equidistantes que es bien conocida en diversos software CAD.
-Anidado y Optimización del Material: Cuando necesitamos cortar muchas piezas de forma irregular, o que dan lugar a espacios vacíos aprovechables, es muy útil contar una herramienta de anidado que nos ayude a colocarlas para aprovechar al máximo el material, manteniendo una distancia mínima entre pieza y pieza.
-Entrada y salida de corte: La mayoría de las veces, los cortes por plasma mecanizados inician con una perforación, y la perforación es significativamente más ancha que el resto del corte. Una forma de evitar que la perforación quede sobre el contorno de la pieza es definiendo una entrada de corte, la cual ubica el punto de perforación alejado de la pieza y de ahí traza una línea hacia la pieza. De manera similar, en ocasiones el final del corte debe extenderse hacia afuera de la pieza, esto para que el corte alcance todo el grosor de la pieza. Un software que genere automáticamente y nos facilite el posicionamiento de las entradas y salidas de corte nos ahorra bastante tiempo en el proceso de mecanización del pantógrafo CNC.