



Descripción
REDUCTORA DE BARRAS DE METAL
La reducción en una barra metálica con este equipo es mucho más eficiente que el maquinado con torno. El proceso de reducción es similar al del trefilado, ya que la barra de metal es forzada a pasar por un dado de menor diámetro, dando como resultado una barra más angosta, mas larga y con un acabado liso. Todo esto sin la generación de viruta ni desperdicio de material.
Cuenta con un sistema automático o manual según la necesidad del usuario, además de dos gatos hidráulicos, uno para sujetar la pieza y otro para hacer pasar el redondo a través del dado reductor. Tiene un depósito de aceite hidráulico, un sistema de enfriamiento y un potente motor para la unidad hidráulica.
En el panel de control está la pantalla LCD para el ajuste de parámetros y también botones para realizar el movimiento manual o cambiar a modo automático.
Pantalla LCD
La pantalla LCD cuenta con los siguientes parámetros y solo se utilizan en modo automático.
CLAM TIME: Tiempo que tardará bajando el pistón vertical, que realiza la sujeción del material, evitando que se resbale o se mueva durante el proceso, garantizando un agarre firme.
RELE TIME: El tiempo que tardará subiendo el pistón vertical, para liberar la pieza o material.
FOR TIMES: El número de movimientos de avance que realizará el equipo para lograr el objetivo.
CURR TIMES (no ajustable): Aquí se verá reflejado el conteo de los procesos de avance realizados hasta lograr la cantidad ajustada en FOR TIMES.
BACK TIMES: el número de retornos para finalizar el proceso
CURR TIMES (no ajustable): Se verá reflejado el conteo de los procesos de retorno realizados hasta lograr la cantidad ajustada en BACK TIMES.
PROCESSED (no ajustable): Donde se irá reflejando el número de piezas que se van completando en su totalidad.
Lo anterior se puede ajustar con los siguientes botones:
ESC: botón de cancelación o de retorno en los parámetros
ALM: botón de almacenamiento
FLECHAS: Se utilizan para cambiar el cursor entre parámetros.
SET: Se utiliza para mover el cursor entre dígitos.
ENT: Para dar aceptación al parámetro ajustado.
CLR: Para borrar el dígito incorrecto.
+/-: Sin función en este equipo
Botones del 0 al 9: Para introducir los valores deseados
Panel de Control
En el panel de control, junto a la pantalla LCD, se encuentran los siguientes botones.
Indicator light: Foco indicador de que el equipo está encendido.
Clamping: Al presionar este botón, baja el pistón vertical para sujetar el material y evitar que se mueva.
Forward: Al presionar, acciona el pistón horizontal para realizar el avance y adelgazar la barra metálica.
Manual / automático: Es una perilla en la que podemos ajustar el modo de procesamiento, ya sea en modo manual o automático.
Start-up: Arranque de motor hidráulico
Total stop: Paro de emergencia
Release: Eleva el pistón vertical que presiona el material.
Back off: Es para retornar el pistón horizontal una vez logrado el objetivo de reducción.
Work: Al presionar este botón, inicia el proceso automático. Solo funciona cuando la perilla manual / automático está en la posición de automático.
Stop: Detiene y termina el proceso cuando se encuentra en modo automático.
Consideraciones iniciales
Para realizar la reducción, se recomienda utilizar equipo de protección como guantes y gafas.
Tener listo el material con el que se va a trabajar, con las puntas sin filos para evitar daños internos en el dado reductor, también tener en cuenta tener suficiente solvente o aceite en el depósito, para lubricar la pieza durante el proceso.
Verificar que se encuentre colocada una mordaza de sujeción a la medida del redondo que se va a procesar, para lograr un buen agarre sin maltratar el material. Además, contar con el dado de una medida adecuada para realizar la reducción. Se recomienda que el diámetro del dado sea mayor al 80% del diámetro de la barra, aunque esto depende de varios factores como la dureza, ductilidad, y longitud del material. Pregunte a su proveedor para una asesoría personalizada.
Prueba manual
Para un proceso manual, presionamos el botón (Start) para encender el motor del sistema hidráulico, después colocamos el material en la mordaza de sujeción y enseguida presionamos el botón (Clamping) para bajar el pistón vertical y lograr sujetar la pieza.
Presionamos el botón (Forward) para que el pistón horizontal avance, la barra se introduzca en el dado y logre reducir el diámetro de esta. Tener en cuenta que, para lograr la reducción, el pistón debe avanzar de manera constante, sin pausas.
Presionamos el botón (back off) para que el pistón horizontal regrese y así sacar por completo la pieza reducida del dado, después de eso, presionamos el botón (reléase) para liberar la pieza de la mordaza de sujeción y así concluimos un proceso manual.
Modo automático
Para trabajar en modo automático: Posicionamos la perilla manual/automático en automático.
Después, calibrar los siguientes parámetros en la pantalla LCD:
CLAM TIME: que es el tiempo que tarda en bajar el pistón vertical para sujetar la pieza. Este tiempo debe ser suficiente para sujetar fuertemente la pieza, pero sin forzar por más de un segundo el motor de la bomba hidráulica.
FOR TIMES: El número de avances del pistón horizontal, que es el encargado de adelgazar el material.
BACK TIMES: El número de retrocesos para ir liberando el material adelgazado.
RELE TIME: El tiempo de ascenso del pistón vertical para liberar la pieza. Este tiempo debe ser suficiente para liberar la pieza por completo y poder retirarla fácilmente, si es un tiempo muy largo, el pistón puede chocar al final de su recorrido, lo cual no se recomienda. Tener en cuenta que el tiempo de ascenso se debe configurar de manera que, al final del ascenso, el pistón se encuentre en la misma posición que antes de descender.
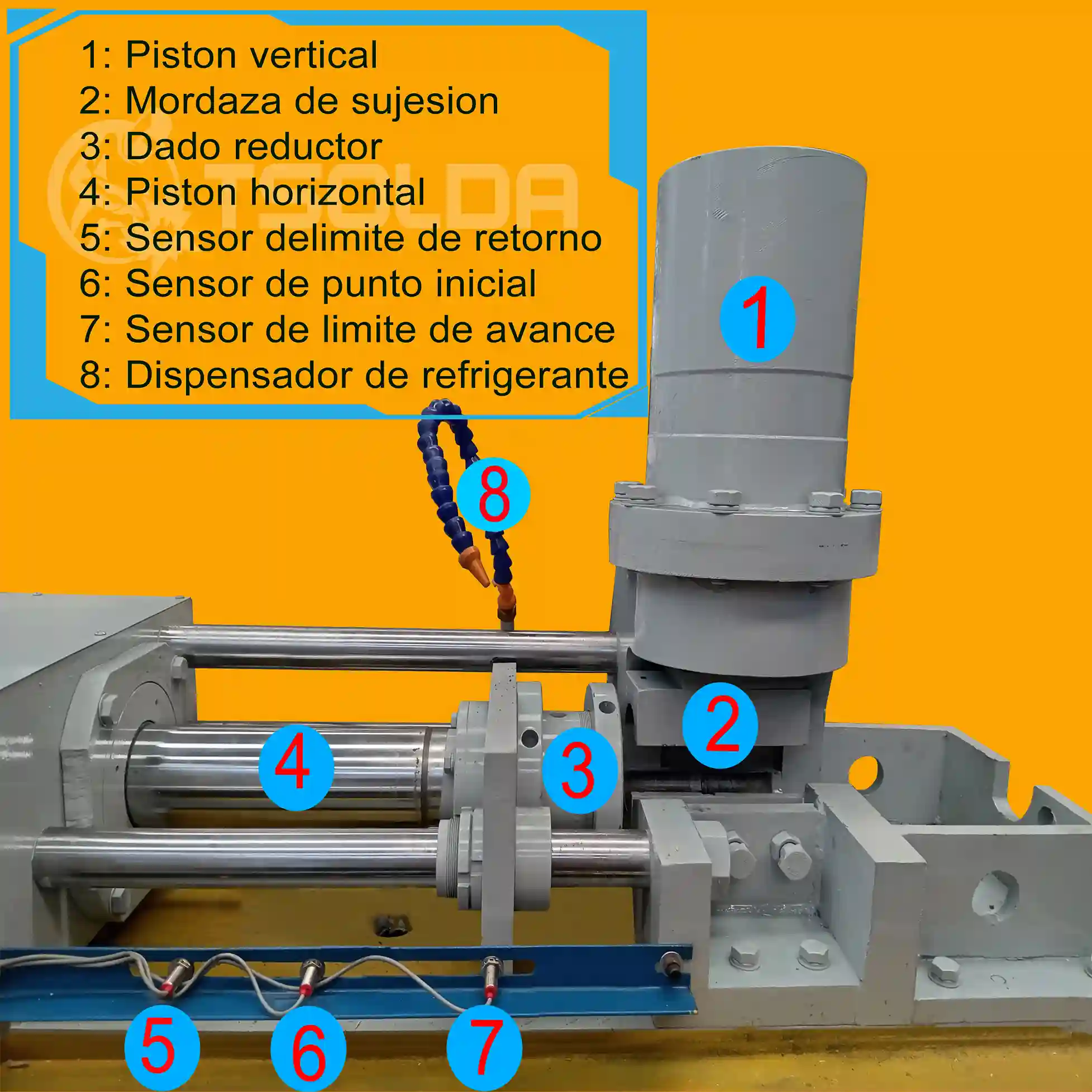
El modo automático se basa en tres sensores de posición para el control del pistón horizontal:
El del centro es el punto de inicio.
El de la derecha es el sensor de límite de avance.
El de la izquierda es el sensor de límite de retorno.
Los sensores determinan las distancias de avance y retroceso en cada ciclo y cuentan con tuercas que podemos manipular para colocarlos en la posición requerida.
Al iniciar el proceso automático el pistón horizontal se encuentra en la posición del de punto de inicio. Para reducir el material, el avance va desde la posición del punto de inicio hasta el límite de avance, y el retorno para liberar la pieza va desde el límite de avance hasta el límite de retorno. Es decir que la distancia de retorno es mayor a la distancia de avance debido a que el material se alarga por la reducción de diámetro. Si el sensor de límite de retorno se posiciona muy cerca al sensor de posición de inicio es posible que al terminar el ciclo, la barra no salga por completo del dado. Por esta razón el usuario debe posicionar los sensores de límite de avance y retorno dependiendo de la longitud a reducir y del alargamiento de la barra.
Modo automático, un solo ciclo
Si la longitud que queremos reducir es menor al recorrido del equipo (30cm), podemos hacerlo en un solo ciclo. Para esto ajustamos los parámetros de la pantalla LCD de la siguiente manera:
CLAM TIME y RELE TIME: calibrarlos como se explicó anteriormente.
FOR TIME: 1, ya que solo se va a realizar un ciclo.
BACK TIME: 0
Posicionamos el equipo en el sensor de punto de inicio y colocamos el material en la mordaza de sujeción.
Después de esto podemos iniciar el proceso automático presionando el botón Work (para detenerlo, presionar el botón Stop, el cual termina el proceso sin posibilidad de reanudarlo nuevamente) la secuencia de pasos automáticos es la siguiente :
- Baja el pistón vertical y presiona el material.
- Avanza el pistón horizontal hasta llegar al sensor de límite de avance para reducir el diámetro de la barra.
- Retorna el pistón horizontal hasta el sensor de límite de retorno para liberar la barra metálica.
- Sube el pistón vertical para poder retirar el material ya reducido.
- El pistón horizontal regresa a la posición de inicio.
Modo automático, varios ciclos
Para un proceso más largo, donde se tiene que reducir una longitud mayor a la del recorrido del equipo (30cm), se configuran los parámetros en la pantalla LCD. Suponiendo que se requiera adelgazar una longitud de 64cm, la barra tiene que medir al menos 94cm para que la mordaza pueda sujetar correctamente.
Entonces, podemos calibrar que el avance sea de 16cm (que es la distancia desde el sensor de posición de inicio hasta el sensor de límite de avance). Es decir que en 4 repeticiones se completarían 64cm de avance.
Si el retorno lo calibramos en 25cm (que es la distancia desde el sensor de límite de avance hasta sensor de límite de retorno), por lo que solo necesitaríamos 3 repeticiones de retorno, completando una distancia de 75 centímetros.
Así que lo que los parámetros de la pantalla LCD se configuran de la siguiente manera:
CLAM TIME y RELE TIME: calibrarlos como se explicó anteriormente.
FOR TIME: 4, son 4 ciclos de avance.
BACK TIME: 2, que es el número de retornos menos 1
Al presionar el botón Work, los movimientos se ejecutan en el siguiente orden.
- Baja pistón vertical
- Avanza el pistón horizontal hasta el sensor de límite de avance
- Sube el pistón vertical
- El pistón horizontal regresa al punto inicial
…Ver la siguiente tabla donde se muestra la secuencia completa de pasos.
| Turno | Límite de Avance | Límite de Retorno | punto inicial | Baja pistón vertical | Sube pistón vertical |
| 1 | ● | ||||
| 2 | ● | ||||
| 3 | ● | ||||
| 4 | ● | ||||
| 5 | ● | ||||
| 6 | ● | ||||
| 7 | ● | ||||
| 8 | ● | ||||
| 9 | ● | ||||
| 10 | ● | ||||
| 11 | ● | ||||
| 12 | ● | ||||
| 13 | ● | ||||
| 14 | ● | ||||
| 15 | ● | ||||
| 16 | ● | ||||
| 17 | ● | ||||
| 18 | ● | ||||
| 19 | ● | ||||
| 20 | ● | ||||
| 21 | ● | ||||
| 22 | ● | ||||
| 23 | ● | ||||
| 24 | ● |






