La soldadora de microalambre requiere de una serie de mantenimientos regulares que permitan reducir su tiempo de inactividad por fallas, lo que equivale a pérdida de ganancias. Además, se recomienda tener en consideración algunas pautas particulares para el manejo adecuado de los materiales a unir que permitan construir una superficie estable y eliminar riesgos de agrietamientos.
Análisis previo a la soldadura
Los expertos en soldadura recomiendan que antes de comenzar con el trabajo conozcan bien las características de los materiales empleados para hacer la aleación. Las pruebas de Rockwell para determinar la dureza y el grado de aleación requerido son un buen parámetro para establecer las condiciones adecuadas para el trabajo y, en aquellos casos en que esta prueba o una inspección visual no sean suficientes para la identificación del material, podría ser conveniente hacer uso de los servicios de un laboratorio para el análisis.
El estudio de la composición para determinar la forma en que el estrés de la soldadura afectará el material es indispensable para la calidad del proceso. Por cuestiones de seguridad no se recomienda tomar atajos en la preparación previa a pesar de que agilicen el funcionamiento del equipo de producción, ya que podrían generar errores que provoquen grietas en las piezas.
Limpieza y precalentamiento
La limpieza de cada pieza antes de soldar, sin importar su tamaño y en qué estado se encuentran, es clave para la calidad de las uniones por crear. La limpieza puede ser tan simple como retirar la suciedad de la pieza con acetona o con un desbarbado rápido, o tan complejo como el mecanizado para retirar cualquier rastro de contaminación, incluyendo corrosión.
La suciedad o corrosión puede crear agujeros, en especial en piezas de aluminio y en aquellas partes delicadas, por ejemplo, las utilizadas en moldeo plástico se debe tener especial cuidado. Debido a que el plástico se deposita en áreas que no pueden limpiarse eficazmente con acetona y a que la limpieza mecánica podría dañar el delicado molde, lo que se recomienda es precalentarla a una temperatura que quema el plástico, típicamente de 150 a 200 °C. También es recomendable comprender las características del plástico y metal original para evitar más daño parcial y asegurar que el plástico se queme.
Algunos componentes están listos para soldar inmediatamente después de la limpieza, pero otros requieren precalentamiento en un horno. Esto se recomienda especialmente en aluminio y aceros de alta temperatura, materiales que son más propensos al agrietamiento, que además de precalentarse deben mantener una temperatura adecuada durante la soldadura. En caso de que la temperatura de la pieza baje demasiado, el aire ambiental puede enfriarla, endurecerla y hacer que se agriete.
Selección de antorchas y consumibles
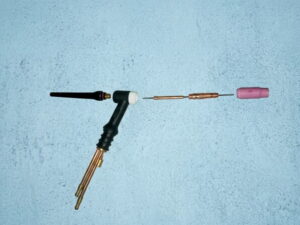
En la soldadura convencional se puede emplear una antorcha enfriada por agua de cuerpo duro, mientras que para la soldadora de microalambre una antorcha enfriada por aire de cuerpo duro puede ser una buena opción. La antorcha enfriada por agua reduce el tamaño de la antorcha para ofrecer una mejor ergonomía manteniéndola fresca a mayores amperajes. Por otro lado, la enfriada por aire se recomienda en microalambre porque se trata de una aplicación de bajo amperaje que no la calienta mucho e implica un menor gasto.
Para evitar cualquier posibilidad de que el gas de protección se escape a través de un pinchazo en el cuerpo se pueden emplear antorchas de cuerpo duro, ya que las de cuerpo blando, fabricadas con plástico blando o elastómero pueden provocar la contaminación.
Una de las maneras de mejorar la cobertura del gas protector es el uso de una lente de gas que reemplaza el cuerpo de collarín de la antorcha y permite crear un flujo laminar más prolongado y sin perturbaciones. Así se reducen los defectos de soldadura ocasionados por contaminantes atmosféricos y permite pegar el tungsteno para tener un mejor acceso en espacios reducidos.
Elegir el metal de relleno y el tamaño de varilla adecuado
Dependiendo del tamaño de la reparación, se pueden usar varillas que van desde 0.005 a 0.020 pulgadas de diámetro para microTIG y otros diámetros estándar (0.035 a 3/32 pulgadas) para TIG convencional. El metal de relleno se adapta directamente al metal principal o se elige en función de su dureza y aplicación final. Por ejemplo, algunos fabricantes de troqueles texturizan un molde, dándole un diseño o patrón, una vez que ha sido reparado. La dureza del metal de relleno en este caso debe estar en o justo debajo de la dureza del material principal para hacer posible el texturizado. Se recomienda consultar con el usuario final para comprender la aplicación final y qué dureza se desea de la soldadura terminada.
Recomendaciones
Cada soldador de herramientas, moldes y matrices se acerca a la soldadora de arco con su propio estilo único, que desarrollan después de años de experiencia. Sin embargo, hay algunas recomendaciones básicas que pueden tomarse en consideración para obtener mejores resultados.
Mantener siempre la varilla de relleno en el charco
Cada vez que la varilla de relleno está fuera del charco de soldadura, aunque pueda estar dentro de la envoltura de gas protector, aumenta el riesgo de oxidación. Si el material oxidado contamina la soldadura, conduce a una porosidad que se manifestará como agujeros en la soldadura cuando la pieza se vuelva a mecanizar a sus dimensiones originales.
Aprendan a alimentar continuamente la barra y minimizar las roturas para reposicionarla.
- Siempre sujeten el extremo de la varilla entre soldaduras para eliminar las posibilidades de que cualquier material oxidado ingrese a la soldadura.
- En soldaduras de múltiples pasadas, usen un cepillo de alambre para limpiar la superficie entre pasadas para evitar la contaminación.
- Para obtener un control preciso sobre la entrada de calor, limiten la salida máxima de la fuente de energía. El preajuste del amperaje máximo y el uso del control de pie para adaptar la entrada de calor evitan problemas relacionados, como el hundimiento, socavación y deformación, además debe usarse la planta de soldar microalambre
- Del mismo modo que el precalentamiento y/o el mantenimiento de las temperaturas son importantes con los aceros para herramientas de alta temperatura, trátenlos cuidadosamente después de la soldadura para garantizar un producto final perfecto. Usen un horno para calentar y permita que las piezas se enfríen lentamente a la temperatura ambiente para evitar grietas.
Soldar adecuadamente cada parte de acuerdo con sus requisitos únicos garantiza un mejor rendimiento para sus clientes. Seleccionar el equipo, los procesos y los consumibles adecuados facilita el trabajo. Alienten a todos a que tomen los pasos adecuados al soldar piezas o subcontraten el trabajo solo a expertos que sigan los pasos que aseguran la más alta calidad de soldadura.
En Tecnologías en Soldadura Tsolda ponemos a su alcance soldadora de microalambre de la más alta calidad. Para recibir información detallada o asesoría en su elección llámenos al (222) 129 3598 o (222) 570 2046, los asesoraremos y brindaremos una atención integral para sus empresas y proyectos.