El acero inoxidable es uno de los metales más valorados en la industria y entre la población en general y requiere varios tratamientos para obtener a partir de él productos de alta calidad y excelente estética. Entre estos últimos, destacan los procesos de corte. Hay una gran variedad de sistemas de corte, como los mecánicos (donde destacan el troquelado, punzonado y cizallado), los de erosión (como el chorro de agua) y térmicos (como aquellos que ofrece la cortadora de plasma y la de láser).
La tarea que algunos pretenden de demostrar cuál es el mejor proceso de corte nos resulta incorrecta. En realidad, cada uno ofrece notables ventajas, pero se recomiendan para aplicaciones distintas, por tal motivo, es necesario tomar en cuenta varios factores para determinar cuál es el más conveniente, como el acabado y complejidad del metal a trabajar, la velocidad y el espesor del corte, la zona a afectar térmicamente, si se requieren procesos secundarios, la inversión requerida, entre otros.
En esta publicación, trataremos los dos sistemas de corte más estimados en la industria del acero inoxidable: térmicos y de erosión. Mencionaremos aspectos relevantes acerca de sus variantes, al igual que sus ventajas y limitaciones.
Procesos de erosión para el acero inoxidable
En esta categoría se encuentra el corte por chorro de agua. Para operar, el sistema fuerza un caudal específico de agua con partículas abrasivas, que es liberado por una tobera. Esta última consiste en un orificio muy pequeño que produce un chorro de agua a alta presión y velocidad. El chorro impacta con mucha fuerza al acero inoxidable en una zona muy reducida, lo que genera grietas diminutas que no cesan de recibir impactos, erosionando así el metal.

Si se elige a un buen proveedor de sistemas de corte, se percibirán notables beneficios con el chorro de agua, como la nula generación de rebabas y cortes muy finos con pocos residuos. Otras ventajas son:
- Es posible efectuar cortes en cualquier dirección.
- No usa gases peligrosos ni emite radiaciones UV o humos, por lo que es un proceso ecológico, seguro y limpio.
- No se presentan fisuras en el corte que incentiven la corrosión del acero.
- Se trata de un corte en frío, es decir, no se requieren fuentes de calor, lo que evita distorsiones o alteraciones de las propiedades del acero inoxidable.
- Cortan placas de acero de hasta 20 mm de espesor y con muchas opciones geométricas.
Entre sus limitaciones se encuentran las siguientes:
- Si se usa en espesores muy grandes, la forma vertical idónea del corte tenderá a distorsionarse.
- Se necesita mucho tiempo para grandes espesores o materiales muy duros, lo que aumenta los costes.
Procesos térmicos de corte
Aquí destacan dos variantes: corte por plasma y corte con láser.
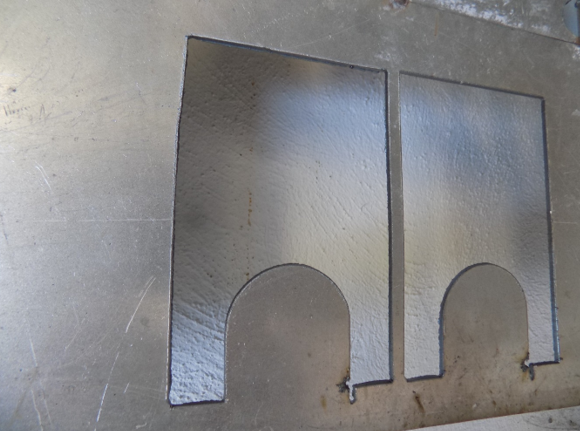
Corte por plasma
Una cortadora de plasma se basa en aumentar la temperatura del acero inoxidable de manera localizada (a más de 30,000 °C), lo que hace que pase al cuarto estado de la materia: el plasma. Es un sistema ampliamente usado, debido a los mínimos riesgos de deformaciones, lo que se debe a que la zona de corte es compactada mediante el calor.
Una cortadora de plasma integra un generador de alta frecuencia que funciona con electricidad o combustible y produce la llama de calentamiento. Igualmente, cuenta con un portaelectrodos que, según el gas usado, puede ser de circonio, hafnio o tungsteno.
Entre sus ventajas más notables, destacan:
- Una cortadora de plasma CNC corta placas de acero de hasta 50 mm de espesor.
- No es necesario un ciclo de precalentamiento.
- El coste inicial y de uso de una cortadora de plasma es asequible.
- Brinda bordes derechos y sin residuos.
- Se afecta una zona muy pequeña por el calor.
- Genera separaciones de corte precisas y pequeñas algo crucial donde se requiera exactitud.
- Los cortes son muy rápidos.
Entre sus limitaciones, destacan:
- Es necesario trabajar los bordes tras los cortes.
- El calor del arco deriva en zonas afectadas por el calor y distorsiones. Si estas se carbonizan, ocurrirá corrosión.
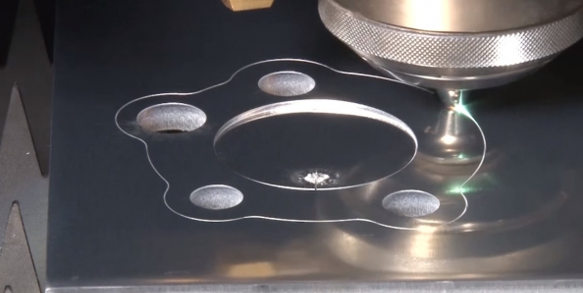
Corte por láser
Usa radiación para que las piezas sean calentadas hasta llegar a la temperatura de fusión, mientras que se aplica gas a presión para retirar el acero fundido. El haz de láser destaca por ser puntual al enfocarse en las piezas a cortar. Al ser limitada la zona afectada por el láser, no se presentan distorsiones. Corta piezas con diferentes formas y complejas geometrías de forma rápida.
Entre sus ventajas, destacan las siguientes:
- Corta con alta precisión, dejando piezas de alta calidad, especialmente en espesores pequeños y medianos.
- Es posible cortar en áreas pequeñas.
- Hay menos impurezas debido a que no hay un contacto mecánico con el acero.
- Es posible integrarse en sistemas robóticos o herramientas implementadas en un CNC.
- Corta espesores de hasta 25 mm.
- No es necesaria la limpieza posterior, debido a sus costuras angostas y libres de rebabas.
Entre sus limitaciones destacan los altos costes iniciales y en consumibles y su baja velocidad en espesores igual o menores que 3 mm.
Si necesitan un sistema de corte u otras tecnologías, como la soldadora MIG, marquen al (222) 570 2046 o llenen nuestro formulario.








