Como expertos, sabemos que lograr un corte limpio, preciso y eficiente con una cortadora de plasma parece sencillo, pero la realidad en el taller es distinta. La mayoría de los problemas de calidad y los costos elevados en consumibles no se deben a fallas del equipo, de hecho, se deben a errores operativos evitables. Por lo que resulta crucial conocer algunos de los errores más comunes al momento de operar estos equipos y cómo evitarlos.
Las cortadoras de plasma son equipos industriales diseñados para cortar metales conductores de electricidad mediante un chorro de gas ionizado a altísima temperatura. En el sector metalmecánico se considera la evolución lógica del oxicorte debido a que ofrece mayor velocidad, precisión y la capacidad de trabajar con materiales que el oxígeno por sí solo no puede procesar.
Cortadora de plasma: errores operativos que se deben evitar
Como mencionamos, existen algunos errores comunes al momento de operar una cortadora de plasma que impactan negativamente en los resultados, los desperdicios y los costos. En Tecnologías en Soldadura le enseñaremos algunos de los más relevantes a tener en cuenta y cómo evitarlos, a continuación:
Ignorar la humedad en el aire comprimido
Sin duda alguna, este es el enemigo número uno del corte por plasma. El plasma es un gas ionizado, si ese gas contiene partículas de agua o aceite provenientes del compresor, el arco se vuelve inestable. El error aquí es conectar la cortadora directamente al compresor sin un sistema de filtrado robusto. Esto da como consecuencia que los consumibles se quemen en minutos y la calidad del corte presenta irregularidades químicas.
Para evitar este error se recomienda instalar un filtro separador de humedad y de ser posible, un secador de aire refrigerativo. Mantener el aire seco prolonga la vida de sus consumibles hasta en un 300%, por lo que es importante tenerlo siempre presente.
Velocidad de corte inadecuada
El ritmo al que se desplaza la antorcha define el acabado final. Muchos operadores cometen el error de ir demasiado rápido por prisa o demasiado lento por precaución. En este sentido, se debe considerar:
- Velocidad lenta: produce una acumulación excesiva de escoria de baja velocidad que es difícil de remover y requiere mucho retrabajo.
- Velocidad rápida: el arco no logra atravesar el metal por completo, provocando chispas hacia arriba y un corte incompleto.
Una forma efectiva de evitar este error es observar la chispa debajo de la placa. Esta debe tener un ángulo de retraso de aproximadamente 15° a 20° respecto a la dirección del corte para un acabado óptimo.
Uso excesivo de consumibles desgastados
Es tentador querer exprimir la boquilla o el electrodo hasta que la máquina deje de cortar, pero esto es un error costoso. Operar con el orificio de la boquilla deformado o el inserto de hafnio del electrodo demasiado profundo solo genera mayores problemas.
Esto último debido a que el arco se desvía, los cortes salen con bisel y puede llegar a dañar la antorcha permanentemente. Realice inspecciones visuales periódicas, si el orificio de la boquilla ya no es circular, cámbiela de inmediato.
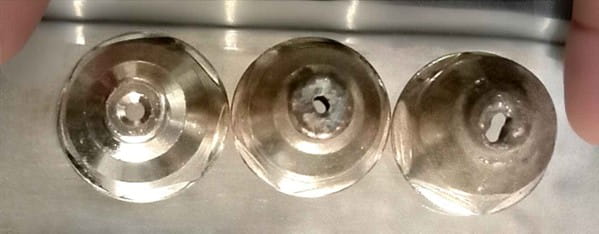
Foto: condición de las boquillas: Izquierda, nueva. En medio, con vida útil pero produce corte biselado. Derecha, dañada
Distancia incorrecta entre la boquilla y la pieza
La distancia entre la punta de la antorcha de la cortadora de plasma CNC y el metal es crítica para la transferencia de energía. El error reside en tocar el metal con la boquilla en modelos que no son de arrastre o mantenerla demasiado lejos.
Una distancia incorrecta muy alta genera un arco más ancho y menos preciso, aumentando el biselado. Tocar el metal puede causar un doble arco que destruye la boquilla instantáneamente. Como solución se recomienda mantener una distancia constante de 1.5 mm a 3 mm o utilizar guías de arrastre diseñadas para mantener la altura técnica ideal.
Una conexión de tierra deficiente
Similar a lo que sucede con el equipo de oxicorte y la soldadora, el corte mediante plasma es un circuito eléctrico, si el circuito no cierra correctamente la máquina sufre. Colocar la pinza de tierra sobre superficies oxidadas, pintadas o muy lejos de la zona de corte es un error que no se debe cometer.
Esto último se debe a que se obtiene un arco errático, dificultades para iniciar el corte y sobrecalentamiento de la fuente de poder. Limpie siempre el área de contacto de la pinza de tierra. El contacto debe ser de metal base a metal base para garantizar un flujo de corriente estable.
Cortadoras de plasma de alta gama en Tecnologías en Soldadura
La cortadora de plasma es un equipo sumamente utilizado en procesos de alta exigencia debido a su precisión, velocidad y calidad de los acabados, sin embargo, es importante evitar errores comunes. En Tecnologías en soldadura dejamos a su disposición equipos de la más alta calidad en el mercado que se adaptan a las necesidades de sus proyectos. Ofrecemos asesoría especializada y atención personalizada para disipar cualquier tipo de duda.
Si desea saber más sobre nuestros productos le invitamos a comunicarse con nosotros completando el formulario de contacto disponible en nuestro sitio web o mediante el número de teléfono (222) 570 2046. Le brindaremos toda la información necesaria en unos pocos minutos.
Preguntas frecuentes
¿Cómo saber si mi velocidad de corte es la correcta?
Si las chispas salen despedidas verticalmente hacia abajo con un ángulo de retraso de 15 a 20 grados respecto a la dirección de avance, su velocidad es óptima.
¿Qué pasa si uso una boquilla de mayor amperaje del que tiene mi máquina?
El arco será demasiado ancho y difuso, lo que resultará en un corte de mala calidad, con mucha rebaba y una falta total de precisión en los detalles finos de la pieza.
¿Es necesario limpiar el metal antes de usar la cortadora de plasma?
Aunque el plasma puede cortar sobre óxido o pintura, hacerlo genera gases tóxicos y acelera el desgaste de los consumibles. Limpiar la zona de contacto de la pinza de tierra es obligatorio para evitar arcos inestables.
Revisado por:
Ing. Ángel Marín George
Ing. en Ciencias de la Computación por la BUAP
Ced. Prof. 6517678