Son varios los métodos para cortar placas de acero dulce. Algunos permiten automatizar y otros son adecuados para placas finas o gruesas. También se diferencian en el precio y la velocidad de operación. Mencionaremos en esta publicación los métodos usados en máquinas de corte con control CNC, entre los que se incluye la cortadora de plasma, para que estimen cuál es el indicado para su aplicación.
Oxicorte
El oxicorte, que tiene notables diferencias con el plasma, es el proceso más antiguo para cortar placas de acero. Los consumibles son baratos y el proceso es sencillo. Su soplete puede cortar placas gruesas, aunque está limitado por la calidad de oxígeno que aporta. Usualmente permite cortar espesores de 91 cm e, inclusive, hasta 121 cm, aunque, al cortar con formas, los trabajos se efectúan en placas de 30 cm.

Corte con proceso de oxicorte
Si el soplete se ajusta bien, crea superficies de corte perpendiculares y suaves. La llama de precalentamiento hace que se produzca poca escoria en el borde inferior y superior. El oxicorte es buena opción para placas más gruesas de 25.4 mm, aunque puede usarse en placas de 6.4 mm de espesor, con ciertas dificultades. El proceso es muy lento, aunque puede cortarse fácilmente con varios sopletes de forma simultánea.
Corte por plasma
La cortadora de plasma es una de las opciones favoritas para cortar placas de acero, debido a sus altas velocidades de corte, aunque comprometiendo un poco la calidad en los filos. El punto ideal de la calidad del filo es de 6.4 mm hasta 38.1 mm. Los problemas en su perpendicularidad general ocurren cuando la placa es demasiado gruesa o delgada, aunque el desempeño de la escoria y suavidad del filo son aún muy buenos.

Corte plasma
Una equipo de plasma es más caro que el soplete de oxicorte, debido que los sistemas completos necesitan distintos elementos, como alimentación de energía, soporte de antorcha, antorcha, cables y mangueras y un recirculador de agua si opera a más de 100 A. No obstante, su alta productividad compensa dicho costo.
Los cortes por plasma pueden realizarse con varios sopletes de manera simultánea, aunque el factor de costo adicional lo limita solo a dos antorchas. Sin embargo, hay clientes que aprovechan al máximo el corte por plasma y usan hasta tres o cuatro sistemas en una máquina CNC para cortar altos volúmenes de las mismas piezas y abastecer una línea de producción.
Corte con láser
Es una buena opción para cortar acero dulce con espesores de hasta 31.8 mm. Más allá del límite de 2.5 cm, tienen que hacerse ajustes exactos para que el trabajo sea confiable, lo que incluye la calidad de la viga, estado de la boquilla, pureza del gas y acero de grado para láser.
No es un proceso rápido, porque usa calor extremo en vez de una llama de calentamiento, por tal motivo, la velocidad se limita a la velocidad de la reacción entre el oxígeno y el hierro. Su ventaja es su alta precisión. Produce un ancho de corte muy estrecho, por lo que corta contornos y orificios pequeños de manera exacta.

Corte laser
La calidad del corte es buena, además es confiable. El consumible dura mucho tiempo y su automatización es excelente. Imaginen cargar una placa de acero sobre la mesa, presionar el botón de inicio, irse a casa y, al día siguiente, contar con muchas piezas cortadas. Cabe agregar que la complejidad de la entrega de vigas no permite que los láseres de CO2 corten con distintos cabezales en la misma máquina.
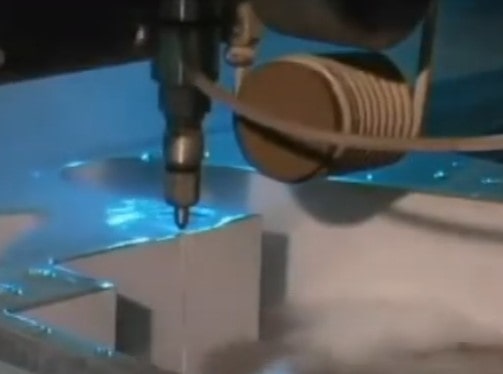
Corte por chorro de agua
Brinda cortes muy suaves y precisos. Su exactitud puede superar a la del corte con láser, debido a que es mejor la suavidad del borde y no ocurren deformaciones por calor. El chorro de agua no se limita en el espesor tal y como ocurre con el corte por láser y plasma. El límite práctico de este método es aproximadamente de 15.2 a 20.3 cm, debido al tiempo que toma cortar ese espesor y a la tendencia a divergir del chorro.
Corte con chorro de agua (wáter jet)
Su desventaja es el costo operativo. Sus costos iniciales son también más altos que los de la cortadora de plasma, debido al alto precio de la bomba intensificadora, aunque no son tan altos en comparación con la tecnología láser. Su costo operativo por hora es mucho más alto, lo que se debe al precio del grano abrasivo usado.
Permite efectuar cortes con múltiples cabezales, lo que puede hacerse con una sola bomba intensificadora, no obstante, cada cabezal adicional requiere un caudal adicional de agua, por tal motivo, se necesita un orificio más pequeño o una bomba más grande.
En caso de que se inclinen por los equipos de oxicorte o por la cortadora de plasma CNC, contacten a los expertos de TSolda. Comuníquense al (222) 570 2046 o completen el formulario.